
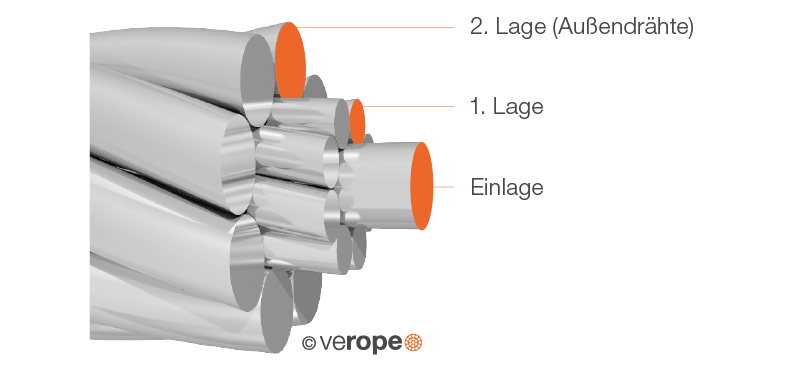
Eine Litze besteht aus einer oder mehreren Lagen von Drähten, die schraubenlinienförmig um eine Einlage gewunden sind (Abb. 1).
Schlaglänge der Litze
Unter der Schlaglänge einer Litze versteht man die Ganghöhe der helixförmig geschlagenen Drähte, also die Litzenlänge, bei der der Draht einmal vollständig umläuft.
Durch Veränderung der Schlaglängen können die Berührungsverhältnisse benachbarter Drähte, die elastischen Eigenschaften und die Bruchkräfte der Litze verändert werden.
Schlagrichtung der Litze
Man unterscheidet zwischen linksgängig und rechtsgängig geschlagenen Litzen. Die Schlagrichtung einer Litze ist linksgängig, wenn ihre Drähte (sich vom Betrachter wegbewegend) entgegen dem Uhrzeigersinn gedreht sind (Abb. 2). Die Schlagrichtung einer Litze ist rechtsgängig, wenn ihre Drähte (sich vom Betrachter wegbewegend) im Uhrzeigersinn gedreht sind (Abb. 3). Die Schlagrichtung der Litzen wird häufig mit dem Kleinbuchstaben s für die linksgängige Litze und dem Kleinbuchstaben z für die rechtsgängige Litze angegeben.


Litzendurchmesser
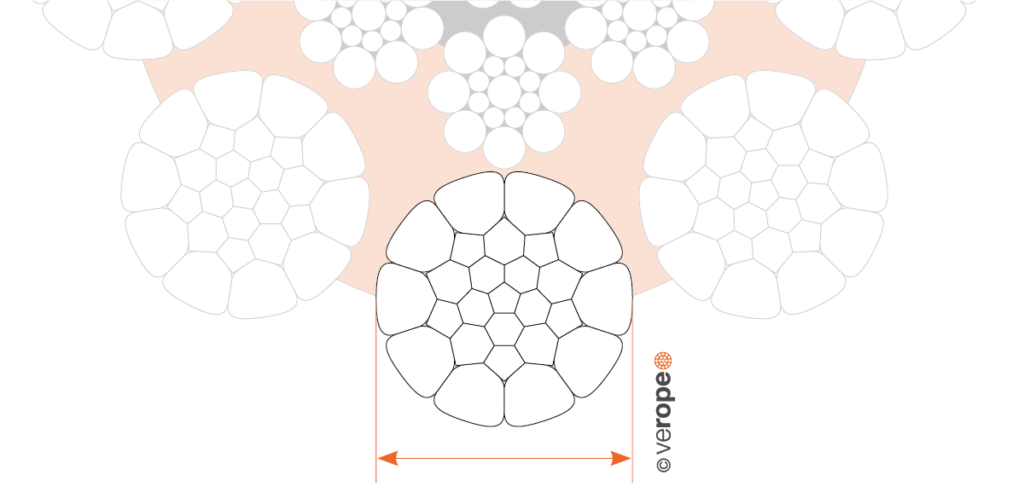
Unter dem Litzendurchmesser versteht man den Durchmesser des kleinsten, alle Drähte umschließenden Hüllkreises. Der Litzendurchmesser wird üblicherweise mit Mikrometerschrauben gemessen und auf 1/100 mm genau angegeben. (Abb. 4)
Litzenmachart
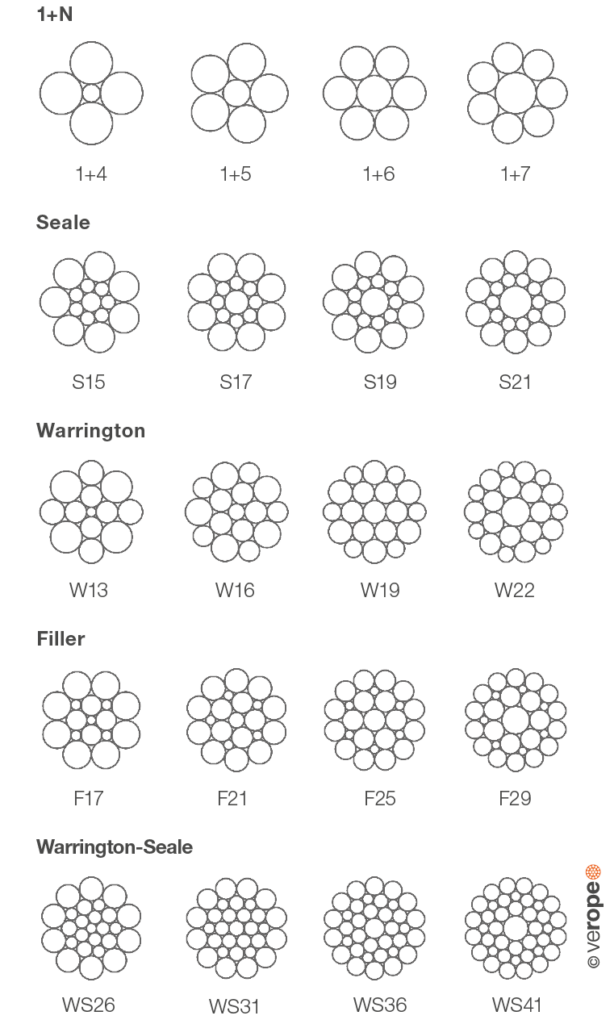
Unter der Machart einer Litze versteht man das Bildungsgesetz, nach dem die Drähte relativ zueinander angeordnet sind. So besitzen zum Beispiel alle Litzen der Machart Seale den Aufbau 1-n-n (mit n = 3, 4, 5, 6, 7, 8, 9…) Drahtlagen, die im gleichen Arbeitsgang parallel miteinander verlitzt werden, werden gemäß EN 12385-3 in der Bezeichung durch ein Minuszeichen “ – “ verbunden.
Die Bezeichnung einer Litze der Machart Seale Seale 17 ist somit 1 – 8 – 8, die Bezeichnung einer Litze der Machart Seale 19 ist 1 – 9 – 9.
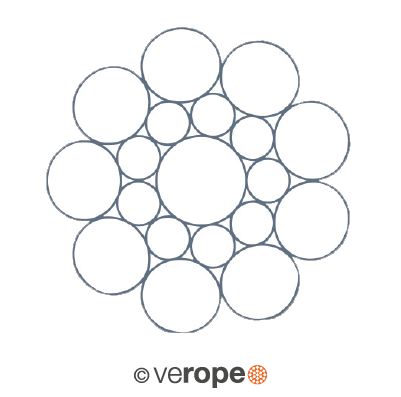
Die wichtigsten Litzenmacharten sind die ein-, zwei- und dreilagigen Standardlitzen (Abb. 5). sowie die Parallelschlaglitzen der Macharten Seale, Filler, Warrington und Warrington-Seale (Abb. 6 und 7). Die zwei- und dreilagigen Standardlitzen weisen Überkreuzungen zwischen den Drähten der verschiedenen Drahtlagen auf (Abb. 5). Hier werden die Drahtlagen in getrennten Arbeitsgängen in gleicher Richtung (Kurzzeichen N) mit gleichem Verlitzwinkel, aber unterschiedlicher Schlaglänge verlitzt. Die sogenannten Parallelschlaglitzen (Seale, Filler, Warrington, Warrington-Seale) vermeiden die Überkreuzungen und erzeugen statt dessen Linienberührungen der Drähte (Abb. 6 und 7) durch Verlitzung aller Drahtlagen mit unterschiedlichem Verlitzwinkel, aber der gleichen Schlaglänge.


Verdichtete Rundlitzen
Verdichtete Rundlitzen
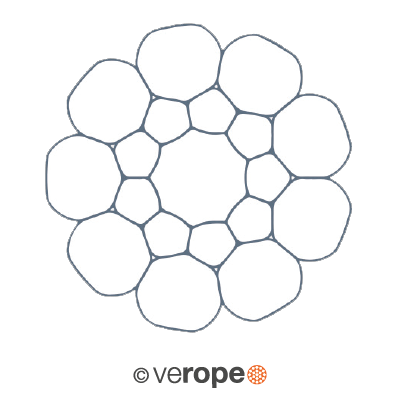
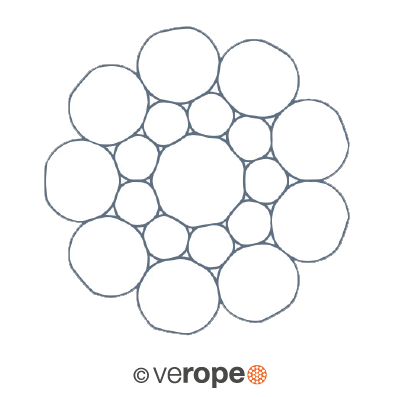
Verdichtete Rundlitzen werden zunächst konventionell aus torsionsfrei verlitzten Runddrähten hergestellt. Anschließend werden sie entweder im gleichen oder in einem separaten Arbeitsgang, beispielsweise mit Hilfe von Ziehsteinen oder Walzen, auf einen kleineren Durchmesser komprimiert, wobei sich die ursprünglich runden Drähte am Verdichtungswerkzeug und an den Nachbardrähten stark verformen (Abb. 8).
Füllfaktor der Litze
Unter dem Füllfaktor einer Litze versteht man den Quotienten aus dem Metallquerschnitt der Litze (nach Definition vereinfacht gerechnet als die Summe der Einzeldrahtquerschnitte), bezogen auf die Fläche des kleinsten die Litze umschreibenden Kreises. Der Füllfaktor gibt an, welcher Anteil des Raumes, den die Litze im Seil einnimmt, mit Stahl gefüllt ist. Die Füllfaktoren der gebräuchlichsten Litzen liegen etwa zwischen 0,70 und 0,82. Dies bedeutet, daß der Stahlanteil am Litzenvolumen etwa 70% bis 82% beträgt. Durch Verdichtung können die Füllfaktoren der Litzen noch erheblich gesteigert werden. Der Füllfaktor einer Litze steigt im allgemeinen mit zunehmender Drahtzahl an. So hat beispielsweise eine Litze Seale 15 (1 – 7 – 7) einen Füllfaktor von etwa 0,77 und eine Litze Seale Seale 19 (1 – 9 – 9) einen Füllfaktor von etwa 0,79.
